Next-Gen Industrial PCB Manufacturing Solutions
In the not-so-distant past, there was a time when factory work was mainly judged by physical effort. Factory output mostly depended on how many containers or trays an employee could pack in one hour, or how fast items could be stacked. Luckily for factory workers, those days are almost gone. Today, factories depend on software-controlled automation equipment, AI large-model robots for moving and placing parts and materials, and WiFi and IoT for internal and external data and information communication. Of course, these advanced industrial production processes need skilled managers to make sure the work runs well.
To make sure the products meet performance, operation, and reliability requirements, factory equipment depends on industrial PCB manufacturing. Some people may think a circuit board is just a circuit board, and that there is no clear difference no matter where or how it is used. They are wrong. Just like PCBA quality expectations change based on where and how the PCB is used, the manufacturing process also changes. Let us look at the expertise needed for industrial PCB manufacturing, and what can be done in the design stage to help make it simpler.
Industrial and Commercial PCB Manufacturing
PCB contract manufacturers (CMs) follow these industry standards:
IPC 6011 General Specification for Printed Boards
This standard explains and defines three performance classes for finished PCBs.
- 1. Class 1 – General electronic products. Expected life is 1–2 years or less.
- 2. Class 2 – Dedicated service electronic products. Expected life is 3–5 years.
- 3. Class 3 – High reliability electronic products. Expected life is 15 years.
These specifications apply to the manufacturing quality of the CM.
IPC 6012D Qualification and Performance Specification for Rigid Printed Boards
This standard sets the requirements for rigid PCBs based on the class levels defined in IPC 6011.
IPC 6013 Qualification and Performance Specification for Flexible / Rigid-Flex Printed Boards
This standard is the matching standard for flexible and rigid-flex boards.
The standards above apply to all circuit board manufacturing processes, but some PCBA applications also have extra rules and guidelines. This includes critical industries such as aerospace and medical devices. Commercial PCB manufacturing usually falls into the least strict Class 1 category. In contrast, industrial production environments are more likely to need better boards, and these may need to follow Class 2 manufacturing processes. These and other differences are listed in the comparison table below.
Comparison of Industrial and Commercial PCB Manufacturing Processes
| Attribute | Industrial PCB Manufacturing Requirements | Commercial PCB Manufacturing Requirements |
|---|---|---|
| IPC 6011 class | Usually Class 2 or 3 | Usually Class 1 or 2 |
| Material quality | Usually high Tg | Standard FR-4 |
| Copper consistency | May need a balance between heavy copper and normal copper | Usually not a problem |
| Stack-up balance | Build the board so it is symmetrical around the center axis in the z direction, including copper area | Usually not a problem |
| Thermal stability | A consistent temperature profile is often needed so solder can flow evenly in PCBA | Usually not a problem |
| Moisture resistance | Usually needed | Usually not needed |
The table above does not mean it applies to every industrial and/or commercial PCB manufacturing process, because the specific design will decide how important each listed item is. But it can be used as a common guide for most industrial and/or commercial board builds. Now, let us look at how to help your CM produce industrial boards.
Base Material for Industrial PCBs
The substrate is the insulating support layer of a PCB, and its material properties decide the electrical performance, heat resistance, and mechanical strength of the board.

Standard General-Purpose Substrates (FR-4)
FR-4 is the most widely used general-purpose base material today. It is made by soaking glass fiber cloth in epoxy resin and then curing it at high temperature. It has good insulation, good mechanical strength, and a moderate cost. FR-4 has a dielectric constant of about 4.0 to 4.5, and a low loss tangent, so it can meet signal transmission needs for most low- and mid-frequency circuits. For common industrial control equipment, sensors, and normal communication modules, FR-4 is a mature and cost-effective choice. But when the circuit works at higher frequencies, the dielectric constant of FR-4 can change, and the loss factor can also rise, which may cause signal delay and loss. So it is not suitable for high-frequency or high-speed digital circuit use.

High-Frequency & High-Speed Transmission Substrates
When the application involves high-frequency signal transmission, special high-frequency base materials are needed. At present, the main high-frequency materials on the market include PTFE-based materials and ceramic-filled hydrocarbon materials represented by Rogers. The dielectric constant of these materials can be as low as 2.1 to 3.5, and the loss factor is much lower than FR-4. They can reduce energy loss and signal distortion during transmission. They are widely used in 5G base stations, radar systems, satellite communication, and RF microwave circuits. However, high-frequency materials cost much more than FR-4, and some of them have lower mechanical strength and more complex processing steps, so the choice must be made carefully in real projects.

Power-Dense & High Dissipation Boards
For power-dense equipment, heat dissipation is the top concern. Metal core boards, such as aluminum boards and copper boards, have clear advantages in these cases. Aluminum boards offer a good balance between heat conduction, weight, and cost. Their thermal conductivity is usually around 1 to 4 W/m·K, so they are suitable for LED lighting, power modules, and other low- to mid-power uses. Copper boards have even higher thermal conductivity, up to 3 to 14 W/m·K, and are suitable for car LEDs, high-power drivers, and other applications with stricter heat dissipation needs. Metal core boards can quickly transfer heat away from hot parts to the heat sink structure, which can lower device temperature and extend product life. But they are harder to process, heavier, and their use in portable devices is limited.

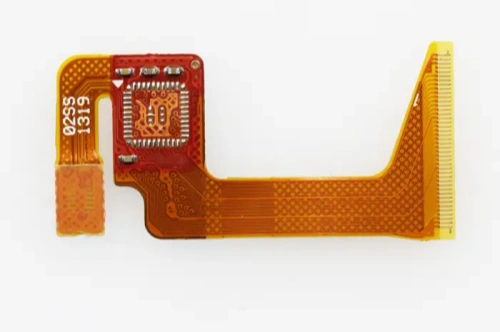
Extreme Temperature & Flexible Polyimide Substrates
For applications that must handle extreme temperatures or repeated bending, polyimide (PI) is an important choice. PI materials have very high thermal stability. Their glass transition temperature is usually between 250°C and 350°C, and some high-performance products can even exceed 400°C. They can keep stable physical and chemical properties across a wide temperature range from -200°C to +300°C. Because of this, PI is widely used in aerospace electronics, automotive engine control systems, and flexible printed circuits (FPCs) that need high heat resistance and flexibility.
Material Selection Reference
Choosing materials for industrial PCBs is a system-level task that must consider electrical performance, thermal management, mechanical strength, cost, and supply chain stability. Different applications have different material needs. For example, normal industrial control can use FR-4 with HASL, high-frequency communication needs PTFE or Rogers base materials with ENIG or immersion silver, and high-power equipment depends on metal core boards and thick copper foil. Designers should talk with the manufacturer early in the project, make the working environment and reliability level clear, and then choose the best material plan. Only in this way can industrial electronic products keep excellent performance and long service life under harsh use conditions.
Industrial PCB Manufacturing Process Optimization Design
As shown above, there are clear differences in how important certain PCB manufacturing factors are for industrial and commercial boards. In general, most basic PCB manufacturing processes can meet commercial board needs. Industrial boards, however, require you and your CM to control the material, manufacturing stage, and assembly stage more strictly. You can help your CM by using the following industrial PCB manufacturing design tips.

Industrial PCB Manufacturing Process Design Tips
Choose the right class rating
The best rule is to specify the lowest IPC class that still meets your performance goals. For example, in many cases, a Class 2 board is acceptable instead of the stricter Class 3 board.
Choose the material that best fits your PCB application
When selecting the board, you should combine the environment and the application to help make the best decision. For industrial boards, this may mean that high-voltage PCB materials are needed.
Make sure the copper weight is consistent across the whole board
Copper imbalance can be a problem in both manufacturing, such as during hot air solder leveling (HASL), and assembly, such as during reflow. High-current PCB design is common in industrial applications, so you should design it to reduce large differences in copper weight as much as possible.
Design the stack-up for symmetrical construction
A geometrically balanced copper stack is very important for signal integrity, because variation can affect trace parameters, such as impedance.
Use thermal balance methods
One of the most important factors affecting a PCB assembly (PCBA) is thermal balance and even heat distribution. To avoid solder defects, the board must be designed with a good thermal profile.
Make sure board protection methods are used
Factory environments can bring many environmental risks to circuit boards. These include large temperature changes, which can bring moisture into the board. Also, contamination can happen during manufacturing. So using proper protection methods is required.
Main Application Areas of Industrial PCBs

Industrial control and automation
This is the most core application area for industrial PCBs, and it has very high demands for stability and real-time response. It includes:
- Industrial robots: PCB is the "brain" and "nerves" of the robot, used in its controller, servo drive, and sensor systems.
- CNC machine tools: the control core for high-precision machining.
- Programmable logic controllers (PLCs): the core part of factory automation, used for logic control and data processing.
- Industrial intelligent equipment: including industrial computers, testing instruments, power control systems, and more.
- National defense and military equipment: plays a key role in military systems with very high reliability needs, such as radar, navigation, and fire control systems.
Communication and networking equipment
To meet the need for high-speed, high-capacity data transmission, communication equipment is an important market for high-end PCBs.
- 5G base stations and equipment: need high-performance PCBs that can handle high-frequency signals.
- High-end network equipment: such as high-speed network switches and core routers, often uses ultra-high-layer-count PCBs with 22 layers or more.
- Servers and data centers: as the hardware base of cloud computing and big data, server motherboards and related devices use a large number of 10- to 20-layer PCBs.

Aerospace
PCBs must work stably in harsh conditions such as extreme temperatures, strong vibration, and strong radiation, so the reliability requirement is very strict.
- Flight control systems: the "brain" of the aircraft, responsible for flight attitude, navigation, and other key functions.
- Satellites and spacecraft: the PCBs in their electronic systems must have very strong radiation resistance and high and low temperature resistance.
- Low-altitude economy and commercial aerospace: with the growth of new industries, drones, small satellites, and similar products also bring new needs for industrial PCBs.

Automotive electronics
Modern cars are more and more like electronic devices, and they use a large number of industrial-grade PCBs.
- Advanced driver assistance systems (ADAS): electronic control units for functions like automatic parking and adaptive cruise control need high-performance, high-reliability PCBs.
- In-vehicle infotainment systems: complex systems that handle navigation, audio, and video entertainment.
- Core control systems: such as engine control units (ECUs) and battery management systems (BMSs).

Medical and healthcare
Medical electronic devices are directly related to human life, so their PCBs have very high demands for reliability and precision.
- High-end medical imaging equipment: core control boards for MRI and CT systems.
- Life support and monitoring systems: precision circuits used in monitors, ventilators, pacemakers, and similar devices.
- Portable and implantable medical devices: have very high needs for miniaturization and high-density interconnect (HDI) technology.
Energy and power
Equipment in this field usually needs to run nonstop 24/7 in high-voltage and high-current environments.
- Power control systems: used for grid monitoring, protection, and automation management.
- New energy facilities: such as solar inverters and wind power control systems.
- Smart meters: such as smart electricity meters, water meters, and gas meters, widely used in energy metering and IoT.
Key Differences Between Industrial PCBs and Consumer PCBs
The core difference between industrial PCBs and consumer PCBs can be summed up like this: consumer PCBs aim for performance and thinness at controlled cost, while industrial PCBs aim for extreme reliability and stability in harsh environments, even if cost is not the main concern.
| Feature | Consumer Grade | Industrial Grade (Typical) |
|---|---|---|
| Operating temperature | 0–70°C | -40–85°C, or even -40–125°C |
| Life requirement | 3–5 years | 10–20 years or more |
| Board material (Tg) | Standard FR-4 (Tg 130–140°C) | High Tg FR-4 (Tg ≥ 170°C), polyimide, high-frequency materials |
| Copper thickness | 1–2 oz (35–70 μm) | 3 oz–10 oz or more (heavy copper PCB), used for power layers |
| Surface finish | OSP, gold immersion | ENIG, immersion silver, immersion gold, and others, focused on corrosion resistance and solderability |
| Acceptance standard | IPC-A-600 Class 2 | IPC-A-600 Class 3 (high reliability electronics) |
| Test requirements | Normal flying probe / fixture test | Add thermal stress, thermal cycling, CAF (conductive anodic filament) testing, and more |
Why Choose GreatPCB for Industrial PCB Manufacturing
When you need an industrial PCB, you need more than just a board. You need stable quality, strong material control, and a reliable production process. GreatPCB focuses on PCB and PCBA manufacturing with strict quality control, fast response, and strong support for custom projects. We can help with high-Tg FR-4, PTFE, Rogers, aluminum PCB, heavy copper PCB, rigid-flex PCB, and other special board types.
From prototype to mass production, GreatPCB works to make sure each board meets your performance and reliability needs. If your project needs better heat resistance, stronger durability, or higher signal performance, our team can help you choose the right material and process. For industrial control, communication, automotive, medical, and energy applications, GreatPCB is ready to support your project with professional PCB manufacturing solutions.
Frequently Asked Questions
1. What is an industrial PCB?
An industrial PCB is a circuit board used in harsh or demanding environments. It usually needs higher reliability, better heat resistance, and a longer service life than a consumer PCB.
2. What materials are used for industrial PCBs?
Common materials include high-Tg FR-4, PTFE, Rogers, aluminum base material, copper base material, and polyimide. The right material depends on the application and working environment.
3. What is the main difference between industrial PCB and consumer PCB?
The main difference is reliability. Industrial PCBs are built for long life, stable performance, and harsh conditions. Consumer PCBs are usually made for lower cost and lighter use.
4. Can GreatPCB make custom industrial PCBs?
Yes. GreatPCB supports custom PCB and PCBA projects, including special materials, heavy copper, high-frequency boards, rigid-flex boards, and other industrial-grade solutions.
5. How do I choose the right PCB for my project?
You should consider working temperature, power level, signal speed, mechanical strength, cost, and reliability needs. If the project is complex, it is best to talk with the PCB manufacturer early.
6. What testing standards do you follow?
We follow IPC-A-600 Class 3 standards for high-reliability electronics, including thermal stress testing, thermal cycling, and CAF testing to ensure maximum reliability.